Linea Blister
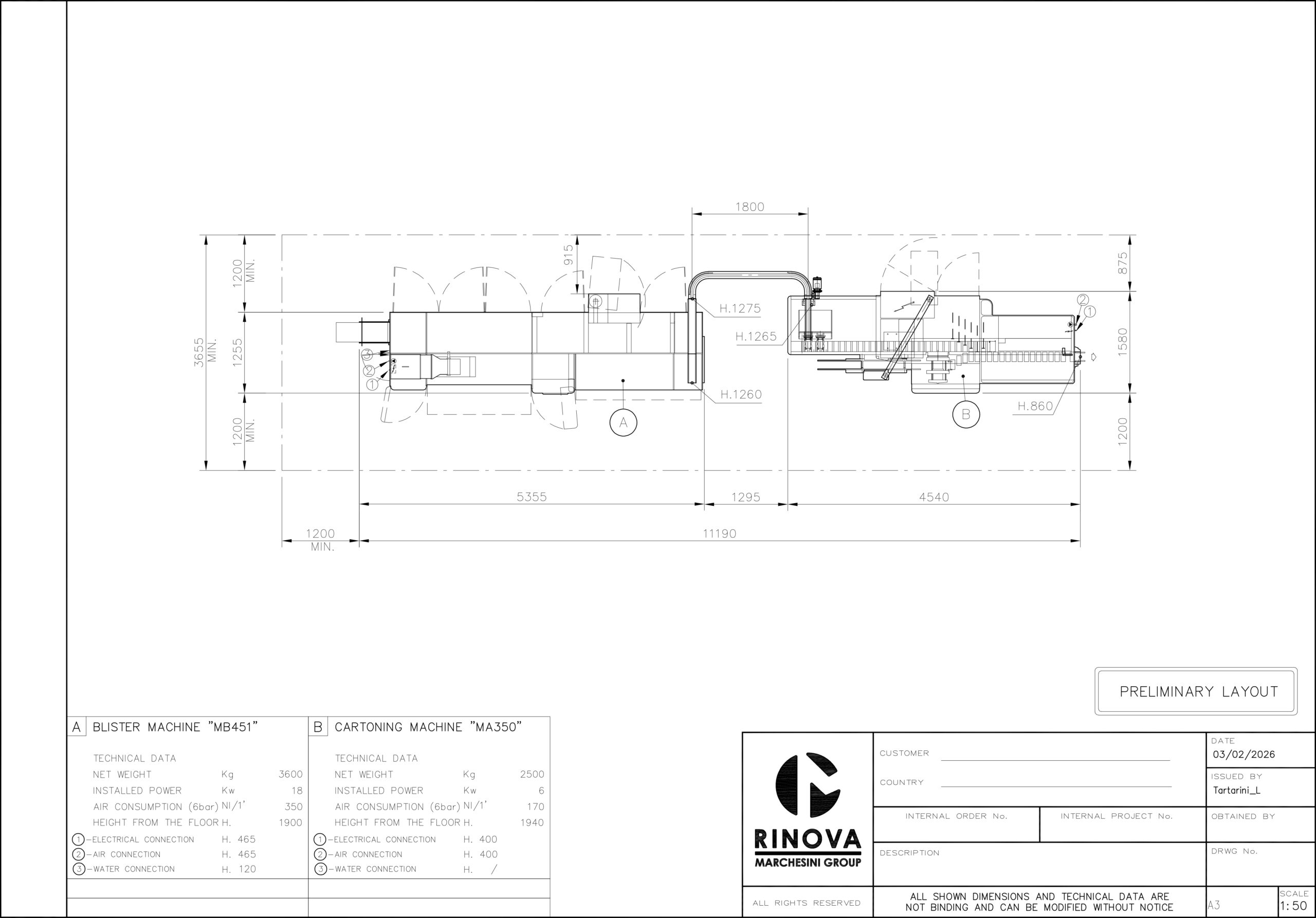
Linea Blister MB451 + MA350 blister








La Linea Blister ricondizionata da RINOVA è una linea per il confezionamento di blister in grado di produrre fino a 350 astucci al minuto.
La linea è così composta:
- Marchesini MB451: una termoformatrice studiata per il confezionamento di Blister in PVC/Alluminio (o materiali diversi a richiesta). La macchina forma alveoli e li riempie con prodotti di varia forma (capsule, compresse, oblong, etc.), effettua la saldatura della copertura e scarica i Blister confezionati sul nastro in uscita;
- Marchesini MA350: è una macchina automatica a movimenti continui ad alta velocità e trasporto orizzontale dell’astuccio, è una macchina per blister. Astucciatrice adatta allo srombamento e la messa in volume di astucci con chiusura ad incastro a tre lembi pari o alternati, e ad inserire un prodotto alimentato in catena a cassetti, chiudere l’astuccio e scaricarlo in uscita.
Marchesini MB451
Caratteristiche Principali
La macchina è divisa in cinque sezioni, impostate con particolare attenzione ai materiali e prodotti da trattare.
- Compartimento bobine per contenere il materiale di formatura e il piano di giunzione;
- Sezione di preriscaldo e formatura alveoli sul nastro con avanzamento a movimento alternato;
- Sezione alimentazione con stazione di caricamento prodotto rilasciato negli alveoli del nastro ancora senza copertura, in avanzamento a movimento continuo;
- Sezione di saldatura, perforazione, codifica e trancia;
- Sezione dedicata alla motorizzazione contiene i cinematismi e l’armadio elettrico apribile.
La macchina lavora in piano a movimenti alternati per le operazioni di imbutitura, di codifica e di tranciatura dei blister. In movimento continuo per quanto riguarda il caricamento prodotto sul nastro e saldatura della copertura. Macchina realizzata nel rispetto delle norme cGMP e fornita con il marchio CE.
- La zona operativa di lavoro è a sbalzo e separata dalla meccanica di azionamento, un pannello in acciaio INOX divide la meccanica sul retro, dalla zona di lavoro lato operatore. Tutti i particolari sotto la zona operativa hanno superfici uniformi e sono inclinati per convogliare sul pavimento ogni possibile residuo di lavorazione. Le stazioni di lavoro non producono accumulo di polvere o residui di prodotto;
- La zona di scorrimento del film termoformato è priva di qualsiasi interstizio per facilitare la pulizia in ogni punto;
- I movimenti meccanici lavorano a bagno d’olio e non richiedono alcuna lubrificazione manuale. Sottoponendo i meccanismi a uno sforzo minore si riduce anche l’usura delle parti e si ottiene una riduzione della manutenzione ordinaria ed una maggiore efficienza della macchina in quanto ridotti in tempo e numero i possibili arresti;
- La macchina si arresta sempre in fase a fine ciclo con le piastre di preriscaldo, di formatura e saldatura in posizione aperta per evitare al film una sovraesposizione al calore, sono escluse le fermate in emergenza che hanno effetto di stop immediato.
Sicurezze Installate
- Protezione antinfortunistica a norme con telaio in alluminio e sportelli in metacrilato con micro di sicurezza. In caso di apertura delle porte, la macchina si arresta immediatamente in emergenza. Piena visibilità per l’ispezione, semplice pulizia della macchina e massima protezione per l’operatore. L’ottima accessibilità garantisce migliori condizioni di lavoro e di sicurezza. Una parete divisoria separa la zona di caricamento prodotto dalla zona di copertura/saldatura.
Compartimento Bobine per Materiale di Formatura
- Alloggiamento bobine indipendente e protetto da polvere o da altre impurità ambientali, separato dalla parte anteriore della macchina e con porte apribili sul retro per accedervi facilmente per cambio bobine;
- Lo svolgimento del nastro è gestito da un motore con arresto automatico a fine bobina e invio messaggio all’operatore sul display;
- L’alloggiamento accetta solo una delle due possibilità: 1 o 2 bobine: (A) Una bobina Jumbo di diametro esterno max. 800 mm. (B) Due bobine di diametro esterno da 400<>600 mm al massimo. La scelta definitiva se “A o B” serve al momento dell’ordine, in quanto la macchina base se predisposta per versione (A) non potrà essere modificata in seguito e lo stesso vale al contrario per applicazione (B);
- Dispositivo per la giunzione rapida del film di formatura mediante adesivo termoformabile;
- Sicurezza giunzione con vuoto per tenere in posizione sul piano il film per l’applicazione del nastro adesivo. La sicurezza non permette una ripartenza della macchina fino al reset completato.
Allungamento Base Macchina (Opzionale)
- Modulo allungamento di 800 mm per montaggio a bordo macchina di doppio caricatore prodotto.
Preriscaldamento e Imbutitura
- La stazione di preriscaldo e d’imbutitura è posta sul retro-macchina in ambiente protetto che consente di isolare l’operatore da una fonte di rumore e di calore;
- Per l’evacuazione dei vapori servono dispositivi idonei allacciati mediante adeguata apertura sopra la stazione di formatura. Composta da due piastre che riscaldano a passo il materiale plastico. In caso d’arresto della macchina le due piastre si allontanano automaticamente per evitare il surriscaldamento del film;
- Il posizionamento è controllato con regolazione micrometrica. La regolazione del passo è effettuata in automatico senza alcun intervento dell’operatore, per un corretto posizionamento del film per la formatura degli alveoli che avviene con avanzamento del nastro in movimento alternato, utilizzando pre-punzoni per il 90 % e aria compressa per completare la forma dell’alveolo del blister in materiale plastico;
- Nei casi di blister in ALU/ALU, si utilizzano punzoni e matrice. Una stiratura uniforme dell’alveolo consente uno spessore uniforme del film nella zona di contorno all’imbutitura, garantendo un’ottima sigillatura in saldatura e una migliore barriera del blister verso l’esterno. La piastra di formatura si cambia rapidamente, senza l’uso di attrezzi, e autobloccante e può essere montata in un solo modo. La stazione può essere attrezzata anche per la formatura a freddo con ALU-ALU. Il trascinamento del film viene effettuato con un tamburo di trasporto costruito sul formato della trancia, e ad ogni cambio di formato, si deve sostituire anche il tamburo. Il cambio si effettua in modo semplice, di rapida esecuzione e senza l’uso di attrezzi.
Alimentazione Prodotto
- Pre-alimentatore fisso a bordo macchina, costruito in acciaio INOX AISI 316L, con tramoggia di capacità 35 Litri circa, completa di coperchio e vaglio vibrante per setacciare il prodotto da polvere e frammenti. Il vaglio alimenta il prodotto depolverizzato nel caricatore che lo rilascia negli alveoli del nastro con avanzamento in moto continuo;
- Questa soluzione consente la massima affidabilità nel caricamento del prodotto e l’uso di alimentatori fissi ad alta velocità;
- Tutta la zona dal pre-alimentatore e piano di caricamento fino alla stazione di saldatura, può essere racchiusa con cabina costruita in metacrilato e anche condizionata con aria trattata per mantenerla in sovrappressione rispetto all’ambiente esterno (Opzionale);
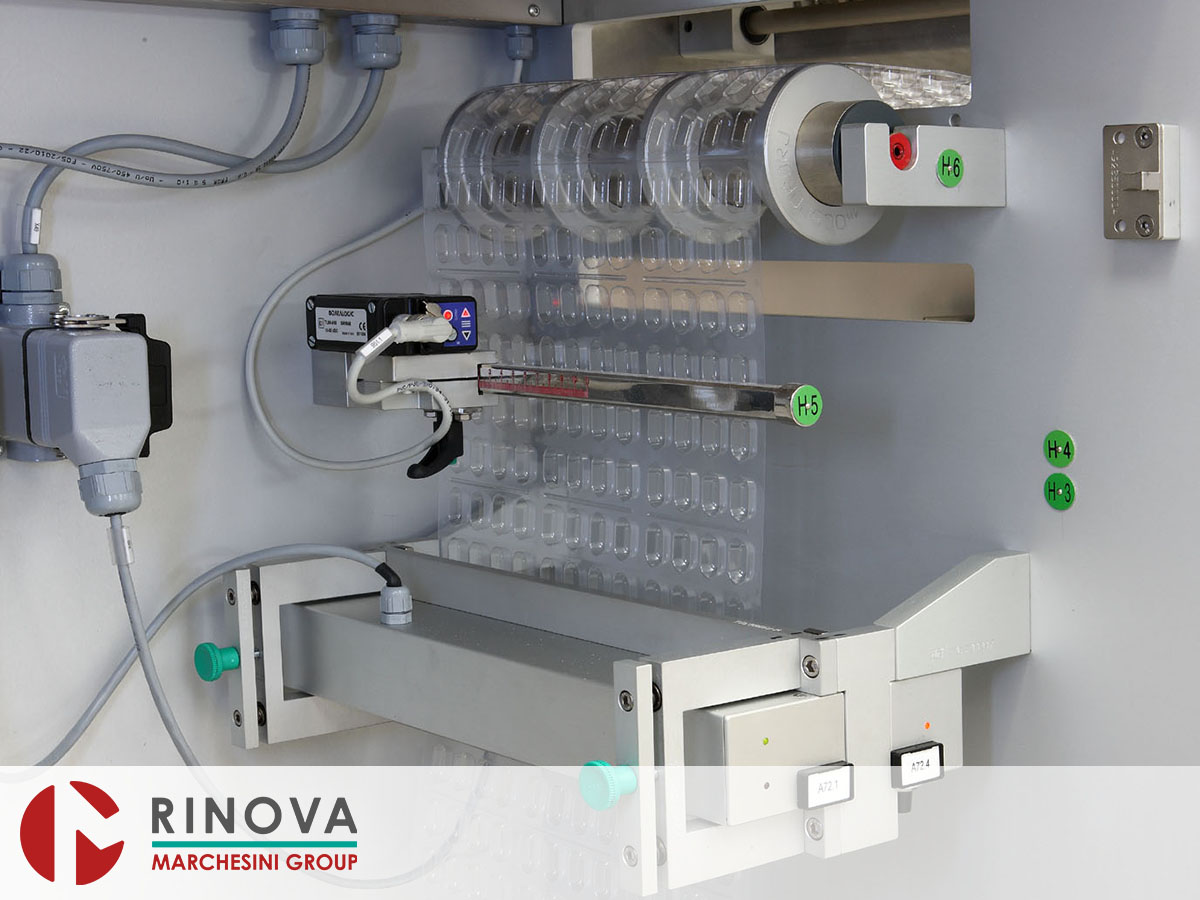
- Una spazzola rasatrice provvista di attacco per l’aspirazione di polveri libere, assicura che il prodotto sia correttamente posizionato all’interno dell’alveolo;
- Prima della stazione di saldatura un dispositivo a bandiera controlla la presenza di eventuali prodotti liberi sul nastro o sporgenti dall’alveolo fermando la macchina in fase, per consentire all’operatore di ripristinare le corrette condizioni di lavoro e riavvio macchina.
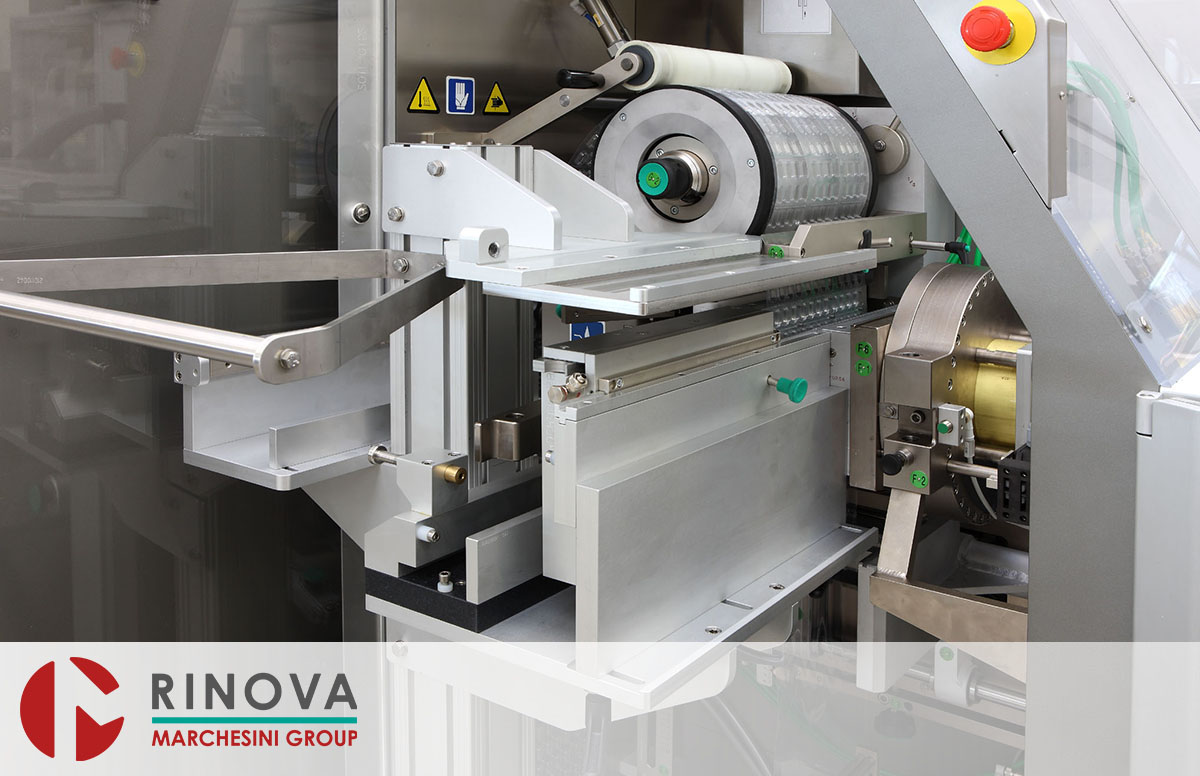
Saldatura
- La macchina è predisposta per alloggiare una bobina di diametro 300 mm per il materiale di copertura sul lato anteriore;
- La stazione di saldatura lavora in piano in moto alternato inseguendo il nastro che si muove con movimento in continuo;
- Le piastre utilizzate per la saldatura del film di copertura in alluminio con il materiale imbutito, sono lavorate con superfici zigrinate a punti che si compenetrano e la combinazione dei tre elementi tempo, temperatura e pressione, sono la base per una buona saldatura e stabilità del Blister;
- Il nastro dopo la saldatura viene raffreddato da apposite piastre e in caso di arresto della macchina, la piastra di saldatura superiore si allontana automaticamente dal nastro per evitare il surriscaldamento del prodotto che si trova nella stazione di saldatura;
- La funzionalità del sistema evita qualsiasi scarto improprio nella fase di ripartenza della macchina dopo la sosta.
Perforazione, Codifica e Tranciatura
- Comparto chiuso per le funzioni di perforazione, codifica e tranciatura, su tre stazioni distinte, ma azionate dalla stessa motorizzazione;
- La stazione di codifica viene fornita con corredo di 100 punzoni che permette la marcatura del blister da un lato. I vantaggi riscontrabili sono un cambio rapido e grande flessibilità di stampa, la regolazione della posizione del codice sul blister e la messa a punto della perforazione con comando gestito da motore brushless. (Il portacaratteri viene fornito unitamente al formato in ordine);
- Lo stampo tranciante e quello di codifica lavorano con motore brushless dedicato, a velocità multipla rispetto alla stazione di termoformatura e saldatura. Il cambio del tranciante risulta di facile sostituzione con l’uso di un attrezzo fornito nel corredo macchina;
- Il cambio di rapporto del gruppo tranciante permette di eseguire i tagli dei singoli Blister in rapporto alla stampata per ogni passo, inoltre le nuove tecnologie applicate permettono di lavorare sulla Blisteratrice con sfrido zero sul passo, ottenendo notevoli risparmi di materiale;
- La MB451EVO sminuzza gli sfridi per renderli meno ingombranti con il risultato di ridurre i tempi per lo svuotamento del contenitore pieno e un incremento della produzione per una riduzione dei tempi di sosta;
- Il trascinamento del nastro alla stazione di tranciatura viene gestito da un tamburo costruito sul formato trancia. Ad ogni cambio di formato occorre il cambio del tamburo eseguibile in modo rapido e senza l’uso di attrezzi.
Scarico Blister
- Scarico dei blister completi sul nastro di uscita con deposito in positivo mediante carosello rotante a quattro bracci e con il vuoto controllato. Il nastro può essere montato con senso di scarico verso la parte anteriore o parte posteriore della macchina. L’uscita in linea (opzionale a richiesta) prevede il deposito blister su nastro a due canali, per il collegamento al Robocombi;
- Stazione di scarto programmata per l’espulsione di blister vuoti o incompleti, con apposita cassetta di raccolta.
Cambio Formato Facilitato
- Il cambio di formato risulta veloce e di facile esecuzione, senza l’uso di attrezzi o regolazioni sui seguenti gruppi: Formatura, piano di caricamento, alimentazione, saldatura, codifica e perforazione, tamburi trascinamento. I particolari sono stati disegnati e costruiti per essere montati correttamente nell’unico modo possibile senza errori. Per il cambio di formato nelle zone dove non sono richieste sostituzioni di pezzi, sono montati indicatori con digitali per la corretta lettura della posizione di regolazione;
- Il cambio di alcuni parametri (pressione, temperatura e velocità) sono varianti gestite da display.
Marchesini MA350
Caratteristiche Principali
- Il disegno della macchina prevede una resa di alta qualità, avendo utilizzato nuovissime tecnologie ed una collaudata esperienza in questo campo. Ha il vantaggio di richiedere uno spazio limitato offrendo contemporaneamente una struttura forte nonché una prestazione in sicurezza. È realizzata nel massimo rispetto delle norme cGMP e le macchine sono fornite con il marchio CE.
- Ha tutta la zona operativa di lavoro separata “a sbalzo” dalla meccanica di azionamento. La struttura macchina divide la parte meccanica, posta sul retro, dalla zona di lavoro e di trasporto prodotto-astuccio-prospetto davanti dalla parte dell’operatore.
- Parte di astucciamento costituita da due casse motrici che racchiudono in bagno di olio i movimenti per il trasporto e la chiusura degli astucci. Il gruppo ha una cassa fissa e l’altra mobile, a registrazione motorizzata, per la regolazione del formato sulla lunghezza astucci (dimensione “h”). Tutte le trasmissioni sono a catena e ingranaggi conici racchiusi in scatole protette e con lubrificazione a bagno di olio.
- La parte inferiore, sul retro della macchina racchiude il gruppo motore principale brushless e la pompa a vuoto BECKER, a secco, ed è separata dalla zona di lavoro per agevolare la pulizia. La distribuzione del vuoto è meccanica con elettrovalvole di sbarramento. Il vuoto per il prelievo astuccio ed eventuale prospetto è prodotto da unità PIAB del tipo a Venturi.
- Opportuni piani inclinati sottostanti trasportano all’esterno verso l’operatore eventuali prodotti ed astucci espulsi per la raccolta in cassetta. Questo permette una totale eliminazione dei residui di confezionamento. Ciò consente una facile pulizia della macchina.
- I gruppi prospetti, se inclusi come optional, sono montati all’interno onde ridurre la rumorosità.
Alimentazione Prodotto
- Catena di trasporto prodotto con cassetti registrabili in larghezza da unico punto di intervento con manovella in dotazione ed indicatori digitali.
- La catena di alimentazione prodotti è predisposta per accettare vari tipi di alimentatori automatici.
- Altezza di entrata e di scarico 860 mm +/- 50mm
Sezione Astucciamento
- Magazzino astucci ad alta capacità, con nastri di spinta motorizzati (lunghezza 1650 mm.) completo di controllo di carico minimo. Il magazzino è posto sotto la catena di trasporto prodotto e dalla parte operatore, per un facile caricamento ad un’altezza di circa 750 mm.
- Un tamburo rotante preleva l’astuccio dal magazzino e provvede alla snervatura di 150 gradi, tramite azione meccanica di bracci rotanti. Regolazione semplificata delle guide magazzino e della fase di presa con indicatori digitali e scale millimetriche. Una serie di aste con terminali a ventose trasferisce l’astuccio in volume dal tamburo nella catena a denti.
- Catene a denti di trasporto astucci con regolazione centralizzata per l’adeguamento del formato sulla larghezza astuccio, con indicatore digitale. Tenditori separati per ogni catena consentono un’ottimale tensionatura delle stesse.
- L’introduzione del prodotto, in arrivo dalla catena di alimentazione è effettuata con una serie di spingitori, posti sul lato opposto all’operatore, che inseguono il movimento continuo della catena di trasporto astuccio.
- Allargamento delle catene trasporto astuccio comandato da servo motore. Regolazione della lunghezza “h” dell’astuccio.
- A chiusura effettuata l’astuccio è trasferito tra due cinghie laterali di accelerazione all’uscita.
Sicurezze Installate
- Protezione antinfortunistica totale, trasparente in Metacrilato, integrata nella struttura macchina, con micro di sicurezza su tutte le parti apribili, con arresto macchina in emergenza e scarico dell’aria compressa.
- Controllo elettronico del sovraccarico della coppia sul motore principale con arresto immediato della macchina.
- Sistema di sicurezza durante l’inserimento del prodotto contro sovraccarichi con arresto macchina. A ripristino effettuato un reset è richiesto e gli spingitori tornano automaticamente nella loro normale posizione di lavoro.
- Arresto macchina dopo tre errori consecutivi.
- In assenza del prodotto né astuccio né prospetto (se il gruppo è montato) sono prelevati.
- A rilevamento di un astuccio mancante lo spingitore è fermato ed il prodotto scaricato dalla catena di alimentazione, su scivolo direttamente nella cassetta di raccolta, senza l’arresto della macchina.
- Espulsione di astucci con prodotto (e/o prospetto mancante e/o astucci con codice errato, se i gruppi sono montati) senza l’arresto della macchina.
- Controcontrollo di espulsione avvenuta per verificare se l’espulsione è stata effettuata correttamente. In caso contrario la macchina s’arresto ed un reset è richiesto.
Macchina completa di:
- Catena di alimentazione prodotto allungata.
- Cambio formato facilitato tramite volantini ed indicatori digitali.
- Macchina completa in tutti i particolari, attrezzata per astucciare un tipo di prodotto ed un formato di astuccio.
Technical data
Area formatura MB451
- Fascia 280 mm
Profondità formatura MB451
- Max. 12 mm
Max. Cicli di taglio MB451
- 200 al Minuto
Velocità meccanica MB451
- fino ad un massimo di 55 Cicli di formatura/saldatura al 1’
- La resa è sempre dipendente dalla possibilità d’alimentazione e caratteristiche del prodotto nonché configurazione del blister, dal tipo di materiale formatura e copertura utilizzato, dagli alimentatori automatici montati, nonché accessori aggiunti alla macchina standard
Velocità meccanica MA350
- fino a 350 astucci/Minuto
- La resa è sempre dipendente dalla possibilità di alimentazione del prodotto, dagli alimentatori automatici montati, dal tipo di spingitori utilizzati nonché dagli accessori supplementari aggiunti
Gamma formato MA350
- A larghezza da 25 a 70 mm, passo 95.25 mm
- B altezza: da 15 a 85 mm
- H lunghezza: da 65 a 150 mm
Contatti del commerciale

Gianluca Cavalli - Mirko Malatrasi Sales Manager
Tel. +39 349 392 0666 | +39 342 127 8487
Tel. diretto +39 051 0116 303 | +39 051 0116 307
E-mail [email protected]

Ugo Bartolomei Sales & Business Development Manager
Tel. +39 342 778 6619
Tel. diretto +39 051 0116 333
E-mail [email protected]

Contattaci